虽然选择顺逆铣是一个老生常谈的问题,但选择顺逆铣绝对不是一项简单的任务。我们都知道,在生产加工中,顺逆铣都是和刀具的使用寿命、磨损度、产品精度有关~
那我们该如何在各种情况下选择合适的方式加工呢?
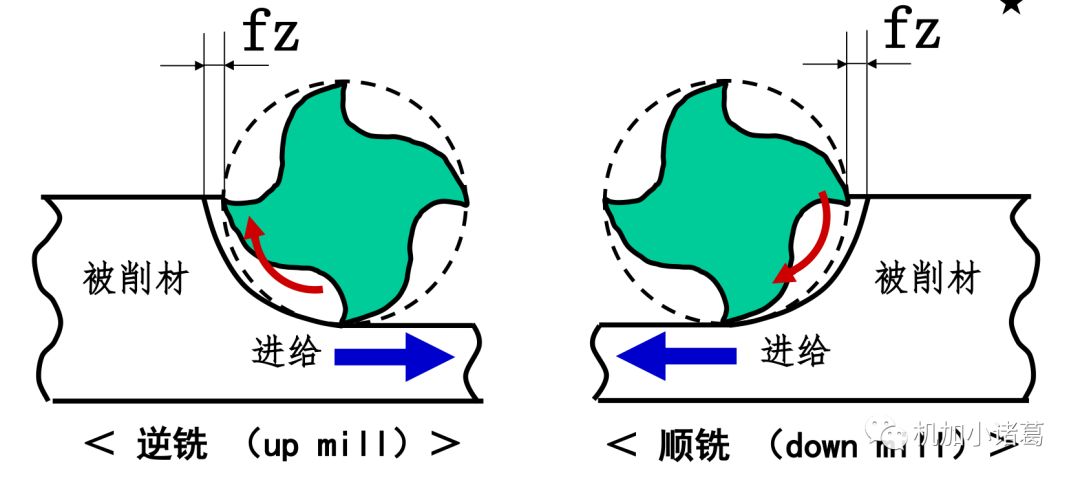
还是先和大家唠叨一下顺逆铣的定义:
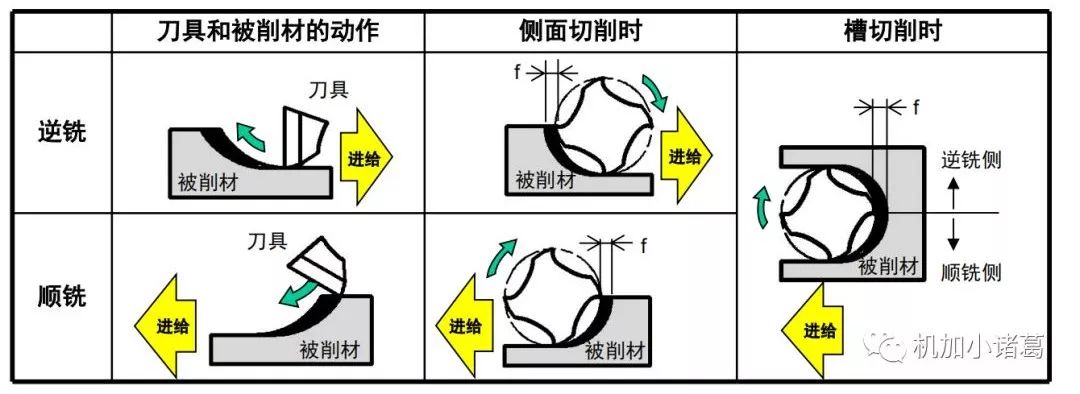
顺铣:是指刀具的切削速度方向与工件的移动方向相同。
逆铣:是指刀具的切削速度方向与工件的移动方向相反。
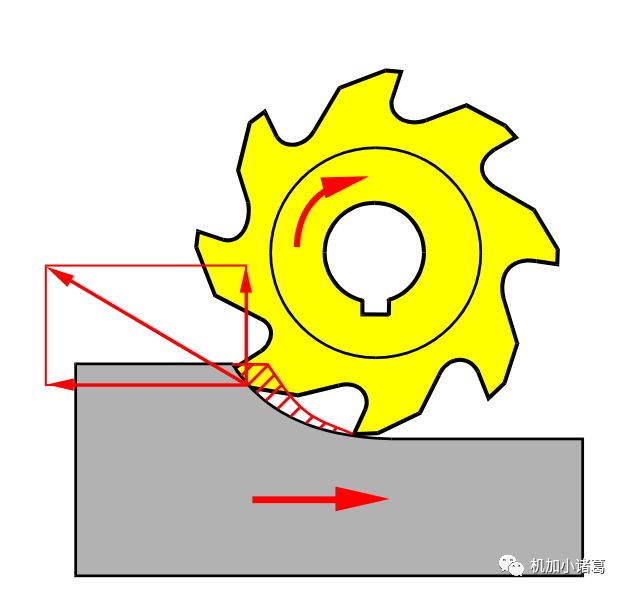
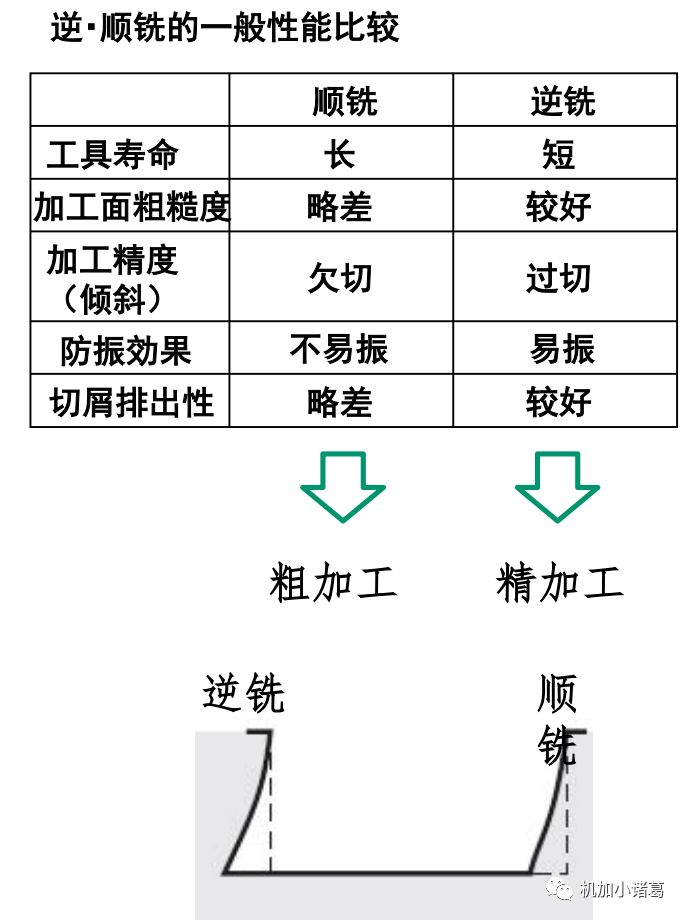
顺铣开始时切屑的厚度为最大值,切出厚度小,切屑变形小,切削力是压向工件的。
为获得良好的表面质量,我们通常都是用顺铣。因为它具有较小的后刀面磨损、机床运行平稳等优点,适用于在较好的切削条件下加工高合金钢。
使用说明:
不宜加工含硬表层的工件(如铸件表层),因为这时刀刃必须从外部通过工件的硬化表层,从而产生较强的磨损。在机床工作台的丝杠和螺母有间隙的时候会造成机床台面窜动。
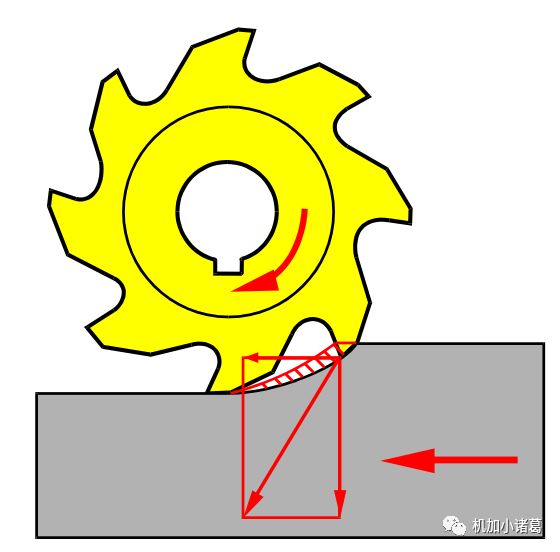
逆铣开始时切屑的厚度为0,当切削结束时切屑的厚度增大到最大值。铣削过程中包含着抛光作用。切削力是背离工件的(有提起工件的趋势)。
鉴于采用这种方法产生一些副作用,诸如后刀面磨损加快从而降低刀片耐用度,在加工、高合金钢产生表面硬化,表面质量不理想等,所以这种方法极少使用。
使用说明:Ÿ 必须完全将工件夹紧,否则有提起工作台的危险。
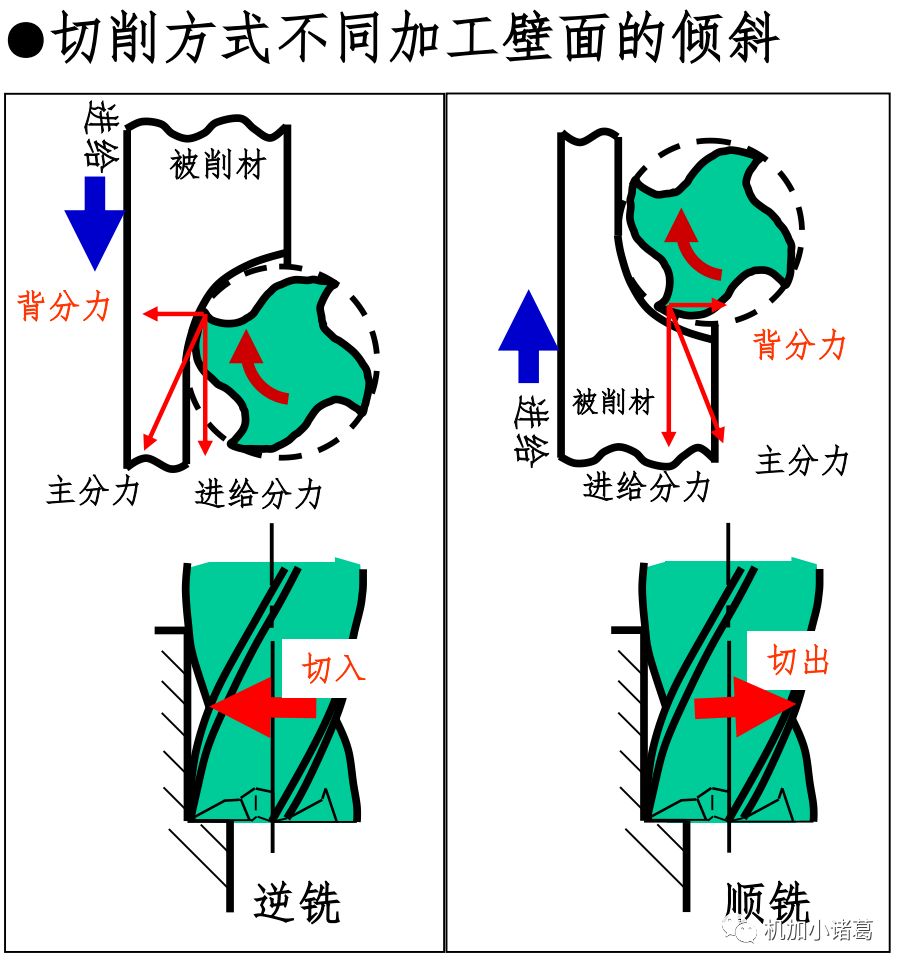
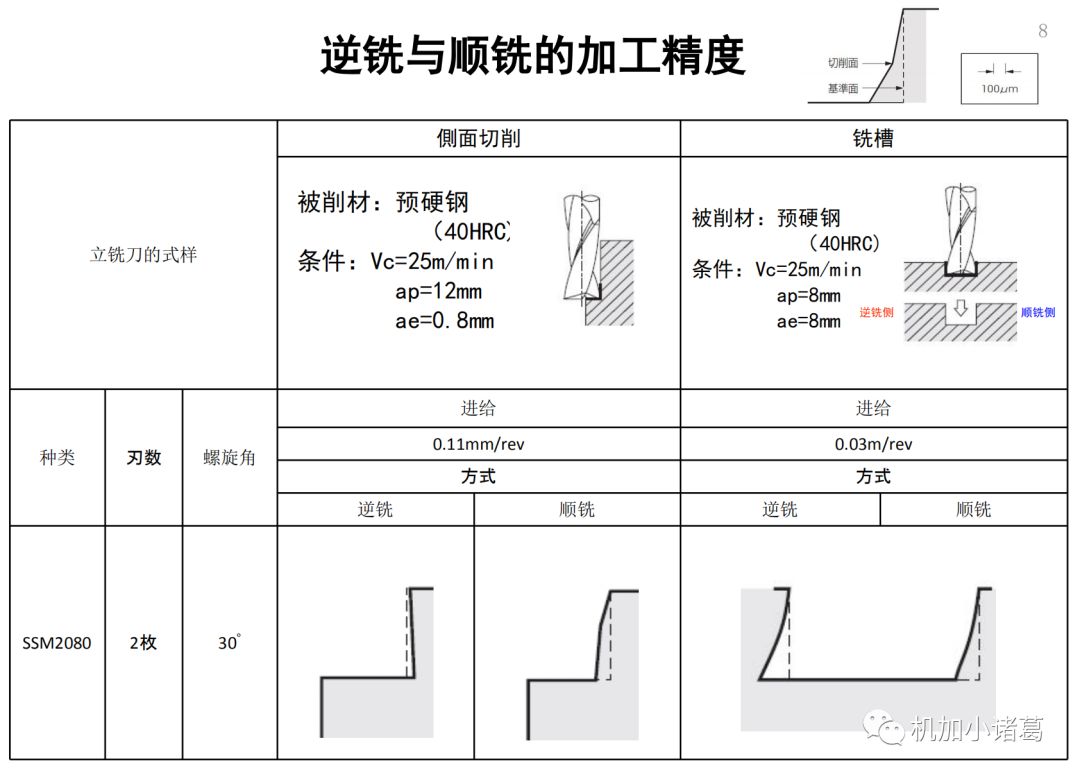
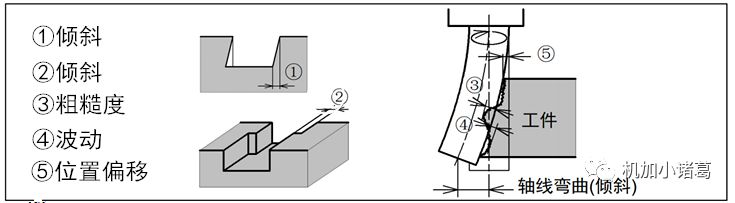
加工精度
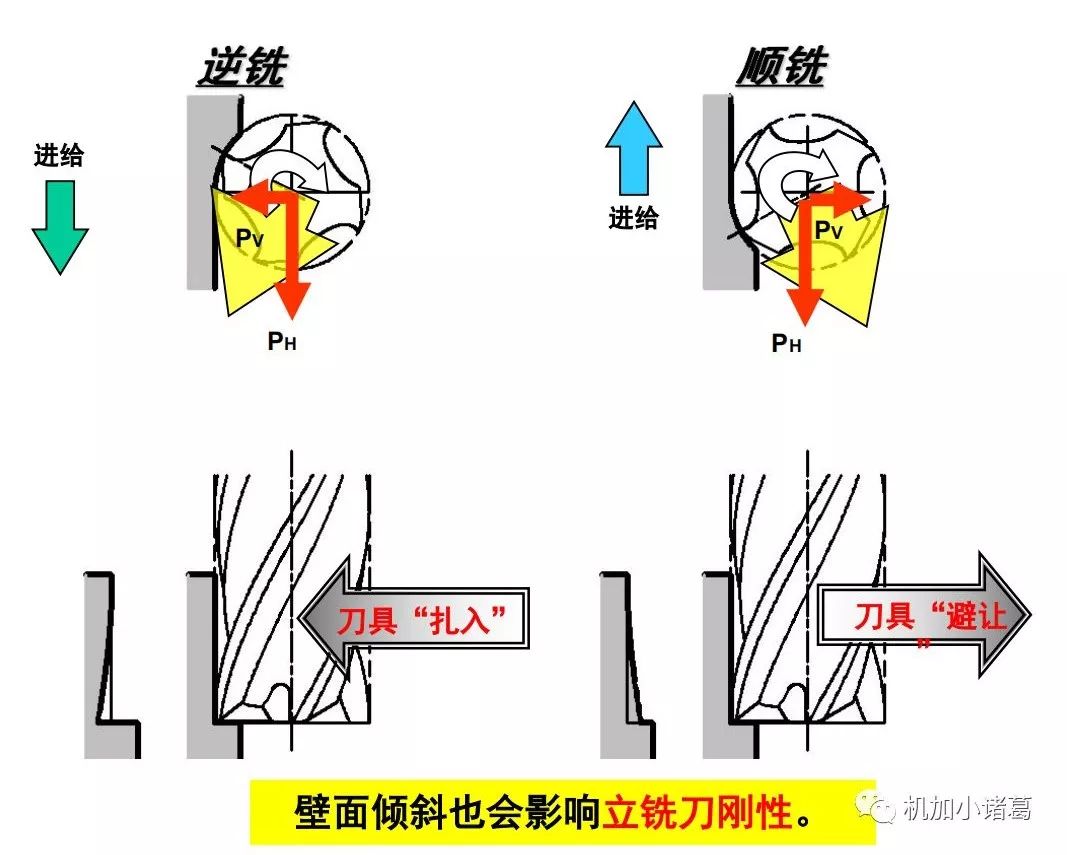
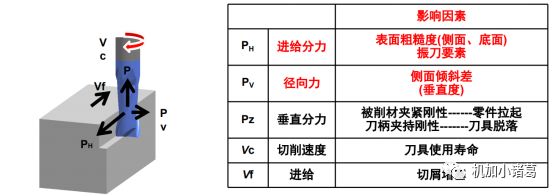
切削阻力
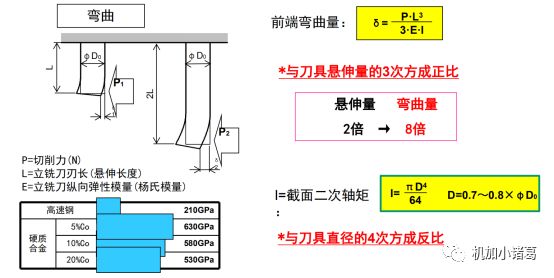
刀具倾斜


 官方微信
官方微信

 官方微博
官方微博



